


Продукция




-
Самогерметизирующий превентор
-

Противовыбросовое оборудование
-

Узел приводного вала
-

Перепускной клапан
-

Якорное устройство
-

Карданный вал
-

Песокозащитный штанговый насос
-

Винтовой забойный двигатель
-

Трехшарошечное долото
-

Сливной прибор
-

Буровой износостойкий ограничитель
-

Винтовой штанговый насос
-

Быстросъемная сальниковая камера с регулировкой эксцентриситета и угла наклона
-

Штанговый глубинный насос
-
Износостойкий и коррозионностойкий насос
-

Поверхностный приводной механизм


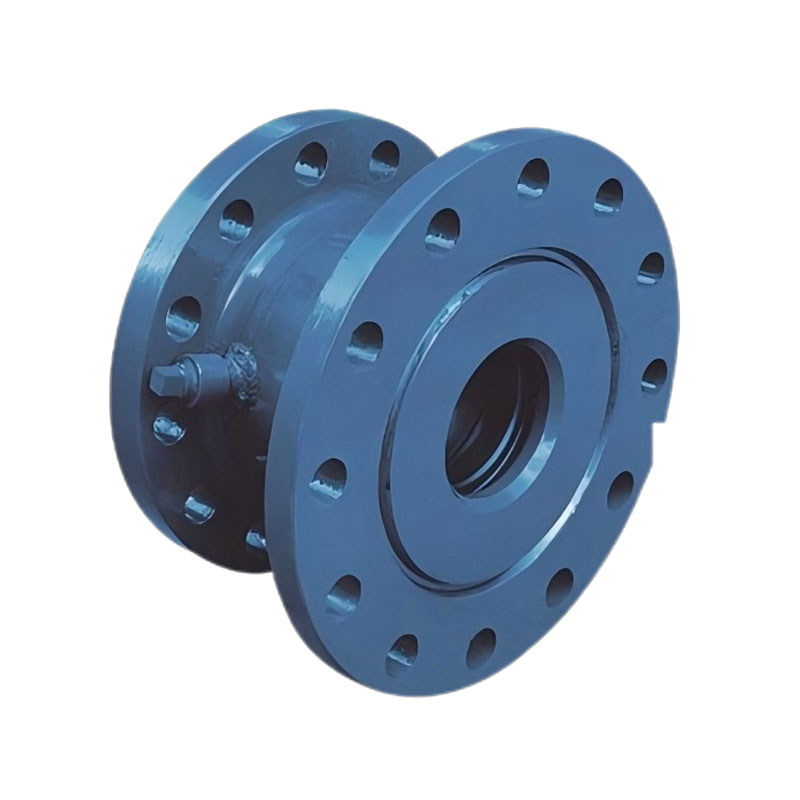
Полнометаллический винтовой насос
Полнометаллический винтовой насос имеет статор и ротор, полностью выполненные из металла, и разработан главным образом для высоковязкой нефти в высокотемпературных термальных скважинах. Он выдерживает температуру свыше 300°C, что позволяет удовлетворить потребности и применение в высокотемпературных термальных скважинах.
Описание
маркер
| Модель | Теоретическая подача (мл/об) | Суточная производительность (м³/сут) (100-300 об/мин) | Максимальный напор (м) | Наружный диаметр статора (мм) | Подходящий шток (мм (дюйм)) | Рабочая температура (°C) |
| G84-28 | 84 | 12~36 | 1400 | 96 | 25(1)D | ≤450℃ |
| G128-24 | 128 | 18~54 | 1200 | 96 | 25(1)D | |
| G160-24 | 160 | 23~69 | 1200 | 96 | 25(1)D | |
| G200-20 | 200 | 29~87 | 1000 | 96 | 25(1)D | |
| G288-25 | 288 | 41~123 | 1200 | 114 | 25(1)D |


Полнометаллический винтовой насос имеет статор и ротор, полностью выполненные из металла, и разработан главным образом для высоковязкой нефти в высокотемпературных термальных скважинах. Он выдерживает температуру свыше 300°C, что позволяет удовлетворить потребности и применение в высокотемпературных термальных скважинах. Использование полностью металлического винтового насоса, где резиновый статор заменен на металлический, решает проблемы набухания и температурного расширения резинового статора обычных винтовых насосов, продлевая срок службы винтового насоса.
Технология формирования внутренней спиральной полости статора является ключевым аспектом разработки полностью металлического винтового насоса.
1.Проведены испытания технологий изготовления статора
Посредством исследований различных методов обработки статора, включая гидроформирование, прецизионное литье из порошка, симметричную сборку с лазерной сваркой и прецизионное электрохимическое формование, в итоге была разработана технология обработки винтового насоса методом программируемого механического обработывания с последующей прецизионной лазерной сваркой.
2.Испытания технологий упрочнения поверхности
Для повышения износостойкости и коррозионной стойкости металлических статора и ротора винтового насоса, а также для увеличения срока службы насоса в различных рабочих условиях, были проведены испытания технологий упрочнения поверхности металлических статора и ротора; в результате была отобрана и внедрена технология низкотемпературного азотирования поверхности статора и ротора, а также технология градиентной смазки поверхности (LGM), что эффективно повысило смазывающие и антифрикционные свойства поверхности статора и ротора.
связаться с нами
Сопутствующие популярные продукты
Противовыбросовое оборудование
Превентор предназначен для герметизации устья скважины в процессе испытания, ремонта и завершения строительства скважины, предотвращения возникновения газонефтеводопроявлений, объединяет в себе две функции: полное и частичное перекрытие.
Износостойкий и коррозионностойкий насос
Износостойкий и коррозионностойкий насос состоит из насосной трубы в сборе, плунжера в сборе и неподвижного клапанного узла. Насосная труба изготовлена из толстостенной трубы с внутренним отверстием, подвергнутым специальной обработке – гальваническому покрытию твердым хромом, что обеспечивает износостойкость, коррозионную стойкость и высокую несущую способность.
Винтовой штанговый насос
Винтовой штанговый насос для добычи нефти является оборудованием, которое в последние годы быстро развивается и широко применяется как в Китае, так и за рубежом. Особенности: низкие капиталовложения, широкий диапазон вязкости перекачиваемой жидкости, энергосбережение, удобство в эксплуатации и обслуживании.
Штанговый глубинный насос
Штанговый глубинный насос является распространенным типом насосов, используемых при штанговой добыче нефти. Поскольку данный насос спускается и поднимается вместе со штангой без необходимости работы с колонной труб, это значительно упрощает эксплуатацию. Благодаря этому он получил широкое распространение как в Китае, так и за рубежом.
Сливной прибор
Сливной прибор предназначен для решения задачи слива жидкости из колонны труб выше сливного отверстия в скважину при ремонтных работах глубинного насоса, чтобы уменьшить потери нефти и загрязнение окружающей среды в процессе работ.

Цельноцилиндровый штанговый насос
Неразборный штанговый насос состоит из двух частей: узла насосной гильзы и узла плунжера. Узел насосной гильзы непосредственно соединяется с нижним концом насосно-компрессорных труб, а узел плунжера спускается внутрь гильзы насоса с помощью колонны штанг.
Песокозащитный штанговый насос
Песокозащитный штанговый насос использует конструкцию с длинным плунжером и короткой насосной трубой для обеспечения герметичности. В процессе откачки плунжер и насосная труба постоянно находятся в полном контакте по всей длине, что уменьшает вероятность попадания песчинок в насосную трубу.
Перепускной клапан
Перепускной клапан состоит из корпуса клапана, втулки клапана, золотника и пружины. Его функция заключается в обеспечении связи между бурильной колонной и затрубным пространством при спуско-подъемных операциях, предотвращая загрязнение буровой установки буровым раствором.
Трехшарошечное долото
Назначение: Фрезерные негерметичные гидроподшипниковые струйные трехшарошечные долота являются одной из основных серий, используемых при бурении и ремонте нефтяных скважин, и позволяют достичь высокой скорости бурения и ремонта скважин.
Винтовой забойный двигатель
Винтовой забойный двигатель представляет собой объемный подземный двигатель, преобразующий энергию давления жидкости в механическую энергию с использованием бурового раствора в качестве источника энергии.
Узел приводного вала
Узел приводного вала представляет собой компонент, предназначенный для уменьшения осевого и радиального трения между вращающимся телом и корпусом. Производимые нашей компанией приводные узлы бурового инструмента имеют различную конструкцию.
Быстросъемная сальниковая камера с регулировкой эксцентриситета и угла наклона
Применимо к полированным штокам насоса 25 и 28.
Самогерметизирующий превентор
Самогерметизирующий превентор использует давление в затрубном пространстве скважины и эластичность резинового сердечника, что позволяет беспрепятственно пропускать как насосно-компрессорные трубы.
Карданный вал
Верхней частью он соединяется с ротором, нижней – с приводным валом. Его функция заключается в преобразовании планетарного движения ротора во вращение приводного вала вокруг неподвижной оси, а также в передаче крутящего момента и частоты вращения от двигателя к приводному валу и долоту. Он является переходным соединительным элементом между ротором и приводным валом.