


Поставщики энергосберегающих и экологически чистых насосов с принудительной промывкой
Многие начинающие нефтегазовые компании, и не только, при выборе насосов для добычи нефти сосредотачиваются на мощности и производительности. Это, конечно, важно, но часто упускается из виду критически важный фактор – эффективность работы при длительной принудительной промывке. И вот тут-то и начинаются проблемы: быстрый износ, повышенные затраты на обслуживание, снижение общей рентабельности скважины. Я вот, понимаете, много лет занимаюсь этим, и вижу, что правильно подобранный насос с продуманной системой промывки – это уже не просто 'плюс', а жизненно необходимый элемент успешного проекта. На днях со мной созвонился клиент из Западной Сибири, у них сломался насос, причем не из-за механического износа, а из-за отложения парафина. Типичная история.
Проблема парафинового отложений и выбор подходящего насоса
Парафиновые отложения – это бич нефтегазовой отрасли, особенно в скважинах с низкой температурой и высокой вязкостью нефти. Промывка насоса, по сути, это попытка 'вымыть' эти отложения, но если насос не рассчитан на интенсивные промывки, то последствия могут быть плачевными. Не все насосы одинаково хорошо справляются с этой задачей. И вот здесь возникает вопрос: какой тип насоса лучше всего подходит для скважин, где часто приходится проводить принудительную промывку?
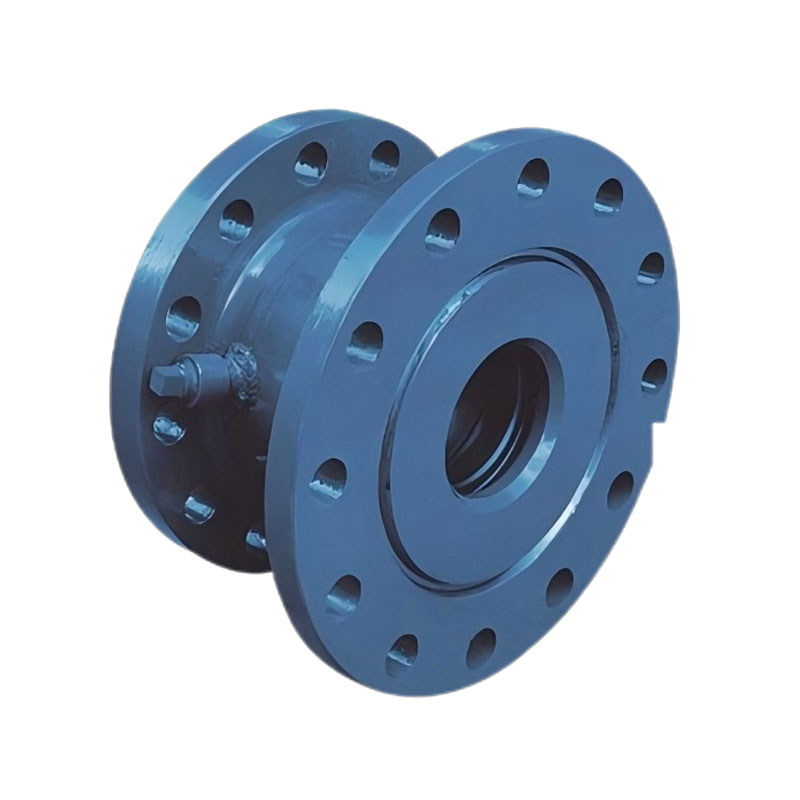
Я, честно говоря, долгое время склонялся к винтовым насосам, особенно с прямоприводными системами. Их преимущество – высокая надежность и способность работать при больших объёмах промывочной жидкости. Однако, с другой стороны, винтовые насосы, как правило, дороже и требуют более сложного обслуживания. Поэтому, при выборе я всегда стараюсь учитывать конкретные условия скважины и бюджет клиента. Недавно мы тестировали новый вариант – центробежный насос с особой конструкцией рабочего колеса, разработанный, как утверждают производители, специально для принудительной промывки. Пока результаты не окончательные, но предварительно – неплохо.
Особенности конструкции для эффективной промывки
Важно, чтобы насос имел достаточную шероховатость внутренней поверхности, чтобы облегчить отрыв отложений. Также необходима возможность подачи промывочной жидкости под высоким давлением. В идеале – наличие системы автоматической регулировки давления, чтобы предотвратить повреждение насоса. И, конечно, важна надежность подшипников и уплотнений – они должны выдерживать длительное воздействие абразивных частиц.
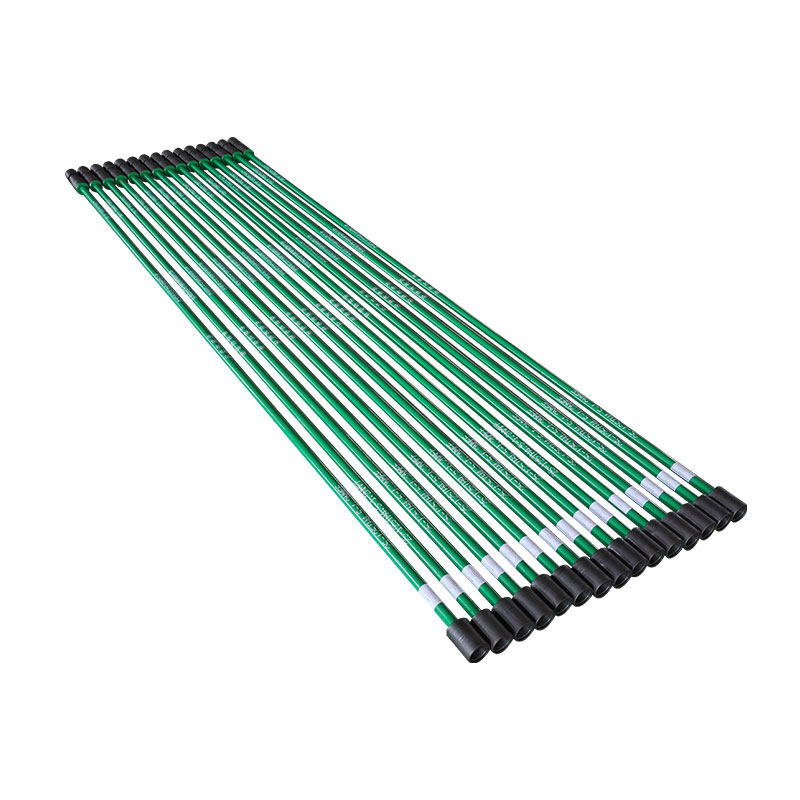
Один из распространенных просчетов – это недостаточный диаметр насосных штанг. Если диаметр слишком мал, то промывочная жидкость не будет эффективно очищать стенки скважины. Кроме того, важен правильный выбор резьбы и соединений - они должны быть устойчивы к коррозии и не допускать утечек. Я видел, как из-за неправильно подобранной резьбы приходилось поднимать насос для ремонта, что приводило к значительным потерям времени и денег.
Практический опыт: кейс с принудительной промывкой парафина
Вернемся к тому клиенту из Западной Сибири. У них была скважина с высокой концентрацией парафина, и насос с винтовой передачей просто не выдерживал интенсивных промывок. Попытки очистить его традиционными методами (промывка содовым раствором, нагрев) не приносили особого успеха. Мы решили заменить насос на центробежный с увеличенным диаметром штанг и системой высокого давления. Дополнительно, мы установили систему контроля вязкости промывочной жидкости, чтобы своевременно корректировать ее состав.
Первые результаты оказались впечатляющими. После нескольких циклов принудительной промывки, производительность скважины значительно увеличилась, а количество поломок насоса сократилось в несколько раз. Конечно, это не панацея от всех проблем, но в данном случае – это значительно улучшило ситуацию. Но самое интересное, что после применения новой системы промывки, парефенные отложения стали меньше скапливаться, уменьшив потребность в частых и интенсивных промывках, тем самым продлевая срок службы насоса.
Промывочная жидкость: выбор правильного состава
Не стоит забывать о промывочной жидкости. В зависимости от типа парафина и условий скважины, могут использоваться различные составы: содовые растворы, щелочные растворы, растворители, а также специальные присадки, которые предотвращают отложение парафина. Важно проводить лабораторные исследования, чтобы определить оптимальный состав промывочной жидкости для конкретной скважины.
Еще один важный аспект – температура промывочной жидкости. Обычно для удаления парафина требуется подогрев жидкости до 50-70 градусов Цельсия, а в некоторых случаях и выше. Это требует наличия специального оборудования для подогрева и поддержания температуры жидкости, а также учета тепловых потерь в скважине. Использование холодной жидкости, как правило, неэффективно и может даже усугубить проблему.
Альтернативные решения и будущие тенденции
Помимо насосов с принудительной промывкой, существуют и другие решения для борьбы с парафиновыми отложениями: термодинамические методы, механическая очистка скважин. Однако, они часто требуют значительных инвестиций и не всегда эффективны. В будущем, я думаю, будет расти спрос на более интеллектуальные системы контроля и управления насосными комплексами, которые будут автоматически регулировать параметры промывки в зависимости от текущей ситуации в скважине.
Сейчас активно разрабатываются насосы с возможностью дистанционного мониторинга и диагностики. Эти насосы позволяют оперативно выявлять проблемы и предотвращать поломки. Также, появляются новые материалы для насосных штанг и уплотнений, которые более устойчивы к абразивному износу и коррозии. В целом, технологии в области нефтегазового оборудования развиваются очень быстро, и нужно постоянно следить за новинками, чтобы оставаться конкурентоспособным.
Если вам нужна консультация по выбору насосов для ваших скважин или если у вас возникли проблемы с принудительной промывкой, обращайтесь. Мы всегда готовы помочь.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Famous 40-325TH 82 Всасывающие насосы Трубчатые всасывающие насосы
- Цена сальника рычага переключения передач
- Ведущие китайские покупатели 25-112TH 28 Трубчатые нефтеотсасывающие насосы
- Производитель 25-125TH 32 всасывающих насосов
- Лучшие покупатели 25-225TH1.5-4.8 противопесочных насосов из Китая
- Основной покупатель спецификации установки винтового насоса
- предприятие внедрило установки штанговых винтовых насосов
- Производитель установок штанговых винтовых насосов для продвижения и применения на предприятиях
- Штанговый насос 25-112TH 28(Трубный штанговый насос)
- Лучшие покупатели штанговых глубинных насосов для разведки нефти в Китае